Displaying & Control Section | Standard Features
Pharmaceutical Sterilizers
 Sterilizing Tunnels
Sterilizing Tunnels
Sterilizer is a fully automated system which utilizes dry heat by means of forced convection of filtered air, through high efficiency particulate air filter to achieve sterilization and depyrogenation of washed empty pharmaceutical glassware used of parentral product packing. Continuous dry heat sterilizer ensures the glassware to exposed for depyrogenation temperature. The time required for the necessary reduction in endotoxins which at bare minimum is > LOG 3 at rated output.
efficiency particulate air filter to achieve sterilization and depyrogenation of washed empty pharmaceutical glassware used of parentral product packing. Continuous dry heat sterilizer ensures the glassware to exposed for depyrogenation temperature. The time required for the necessary reduction in endotoxins which at bare minimum is > LOG 3 at rated output.
The Sterilization Depyrogenation cycle is based on selection of cycle times and exposure of temperature that will sterilize or depyrogenate the glassware to an acceptable low probability level of contamination, without adversely affecting the critical parameters of the product.
Generally Heat destroys micro organisms. The destruction process of microorganisms is a function of time and temperature. The rate of destruction is linear logarithmic, means in a given time interval and at a given temperature, the same percentage of the bacterial population will be destroyed. Hence forth introduce “Forced Conventional Dry Heat Sterilizer” (Sterilizing Tunnel).
The Forced Conventional Dry Sterilizer consists of Drying Zone to raise the temperature of the glassware and evaporate the wash water from the glassware. The Sterilizing Zone sterilize the glassware at 3500C (approx.) and the third section consist of cooling & sterilizing zone to restore the glassware temperature to ambient.
Drying / Pre- Heat Zone
Drying / Pre-heat Zone comprises of:
- EU -7 grade Pre filter.
- Motor Blower assembly.
- EU 13 grade Minipleat Filter utilizing state - of - art hot melt technology.
- Mechanical differential pressure gauge to monitor pressure drop across final filter with respect to ambient.
- Proximity sensors, provided at infeed for dictation of vials/ampoules overload, and interlocked with START/STOP of conveyor operation.
- Integrated PT 100 temperature sensor to monitor temperature in the specified zone.
Sterilizing Zone
Sterilizing Zone comprises of: 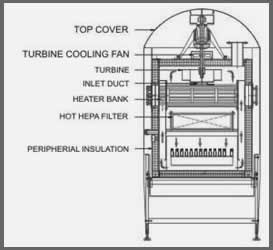
- Double wall asbestos free ceramic wool insulated recirculatory module containing high temperature EU - 13 grade final HEPA filter with suck back mechanism suitable for 3500 C continuous repeated cycle.
- This zone provides uniform hot air over the glassware for the purpose of depyrogenation. In this zone the temperature raises as quickly as possible by the help of heating element, without inducing cracking due to excessive thermal stress. The glassware remains in this zone at a required time period to meet the specified endotoxins reduction generally > 3 log scale.
- This section consists of unidirectional hot air flow unit with turbine blower assembly, high temperature HEPA filter
(upto 3500C) and heater bank assembly. - Integrated temperature sensors are provided for monitoring & controlling purpose of temperature inside the sterilizing zone. For this purpose one sensor is placed above the HEPA filter and the sensor is placed at the entry side of sterilizing zone. For extra precaution of temperature a Thermostat (0 5000C) is placed for protection of heaters.
- The entry and exit to the sterilizing zone consists of manually adjustable profile plates resulting in maximum temperature uniformity and ensure consistent result for glassware with varying sizes.
- Mechanical differential pressure gauge to monitor pressure drop across final filter with respect to ambient.
Cooling / Stabilizing Zone
- EU -7 grade Pre filter.
- Motor Blower assembly.
- EU - 13 grade Minipleat Filter utilizing state- of - art hot melt technology.
- Integrated PT 100 temperature sensor provided to monitor temperature in the specified zone.
- Mechanical differential pressure gauge to monitor pressure drop across final filter with respect of ambient.
- Extract blowers, provided underneath conveyor for cooling and stabilizing zone with discharge duct which is integrated with vapour extract exhaust duct from drying / Pre Heat Zone.
Vials/ampoules are subjected to significant thermal stress as they move from sterilizing zone to cooling zone which may cause cracking or impulsion. The air flow is profiled in such a way that the glass temperature as it exits sterilizing zone would be transitioned in a linear way.
Displaying & Control Section
- ALLEN- BRADELY PLC, with MMI for controls, storing and printing of data.
- An online printer interface with PLC.
- Integrated Temperature interface controller & transmitter.
- Integration of control panel with Tunnel is standard execution.
Mode of Operation:
- Maintainance mode
- Semi auto mode
- Auto mode
- Automated Self Sterilization of the cool zone using Dry Heat
- Documentation for qualification, validation (DQV)
- ALLEN BRADELY PLC Modules and control alarms over 50 critical parameters to assure a repeatable and reliable depyrogenation process
- Animation colour touch screen control panel with “panel view plus“
- Advance interlocking software for controlling purpose with HELP screen
- Password Protection for the “Recipe Screen”
- Graphical representation of temperature of respective zones
- Auto shut down after batch completion.
- Automatic Start up by scheduled program
- Automatic data logging onto the printer
- Advance control panel designed for the safety operation purpose.
- Dynamic pressure balance maintains a stability of pressure gradient between the filler and washer
- The pressure difference in between the three specific zone, monitored by magnehelic differential pressure gauge.
- High productivity due to reduced idle time and optimization of operating temperature.
- Intelligent control systems for controlling temperature
- The machining parts ensures high precision and quality
- The upturned edges of the conveyor more with the glassware to keep them tightly packed, with minimal friction between the glassware and rails, this reduces breakage, scratching and the number of airborne particles.
| Pharmaceutical Machinery: Applications | Pharmaceutical Machinery: Standards | Pharmaceutical Machinery: Indian Market |
| Pharmaceutical Machinery: Global Market | Pharmaceutical Machinery: Technology | Sitemap | Contact |